With the deadline for complete rapidly approaching, progress has stepped up. I spent most of my Saturday machining, welding, and cutting.
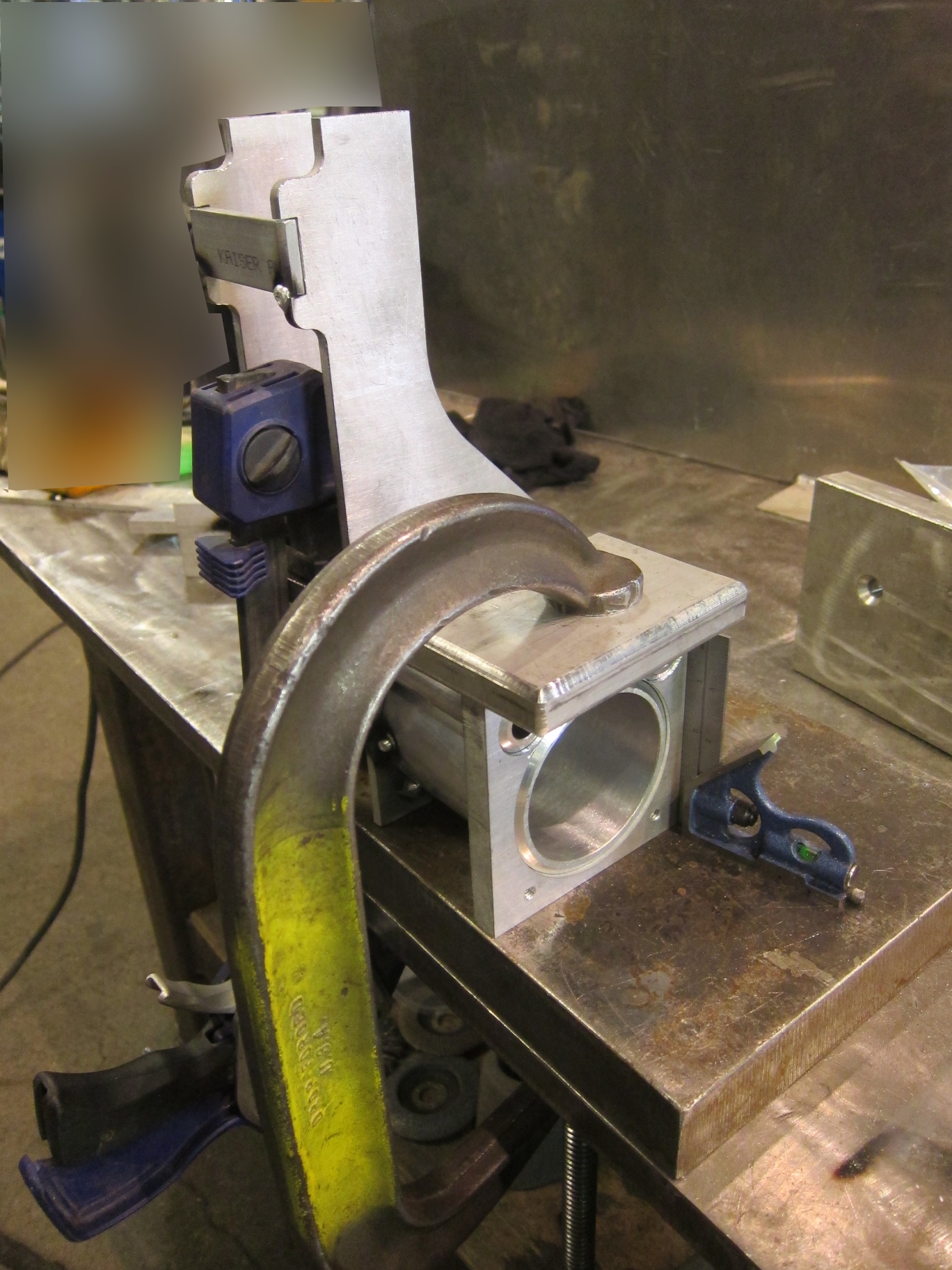
The bottom of the main valve on top of the injection cylinder has pipe threads to accept a compression fitting. One note about pipe tap, you need to be really careful about your tap depth. If you tap too deep with a tapered pipe tap you can end up in a situation where your fitting bottoms out before the threads tighten up, leaving you with a leaky pipe connection. So pay attention to that thread call out and test with a fitting if you are unsure.

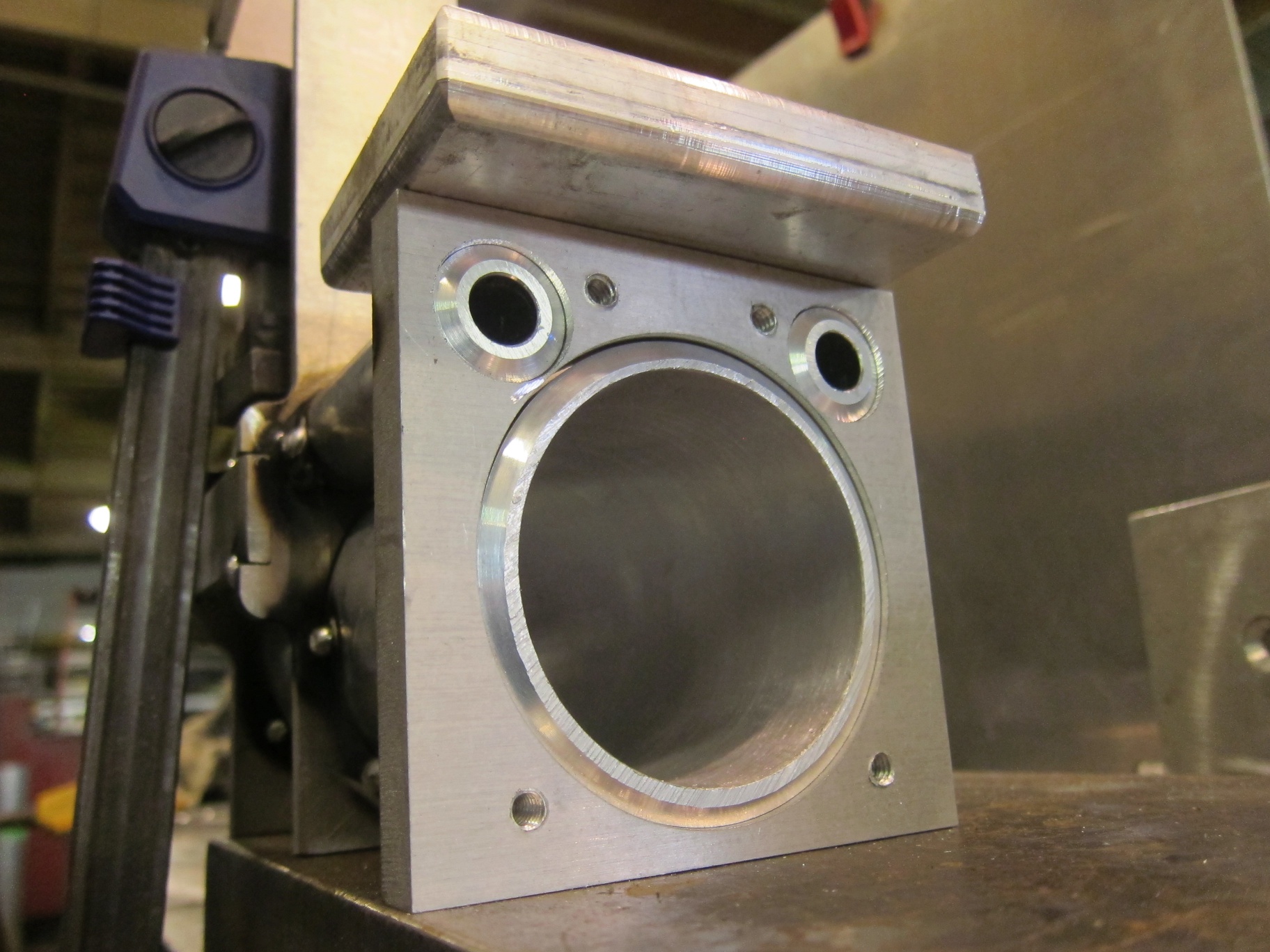
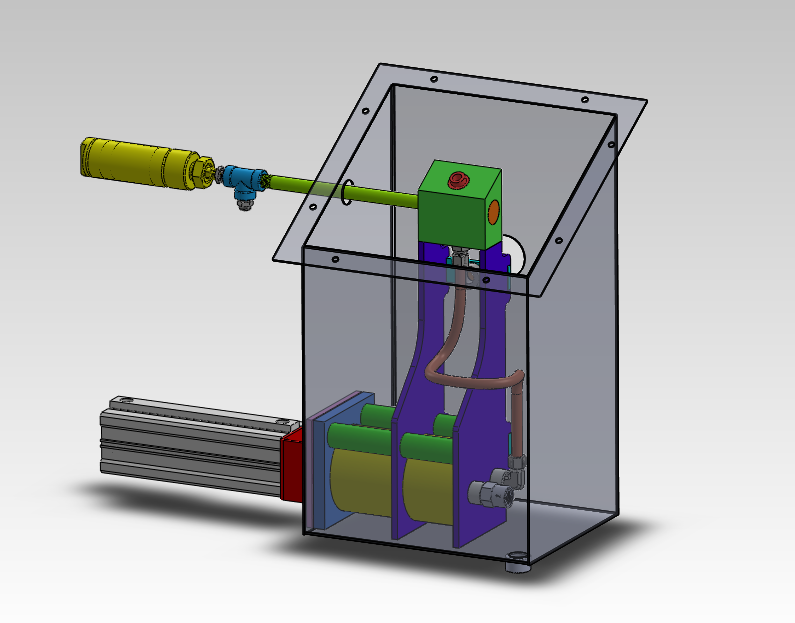
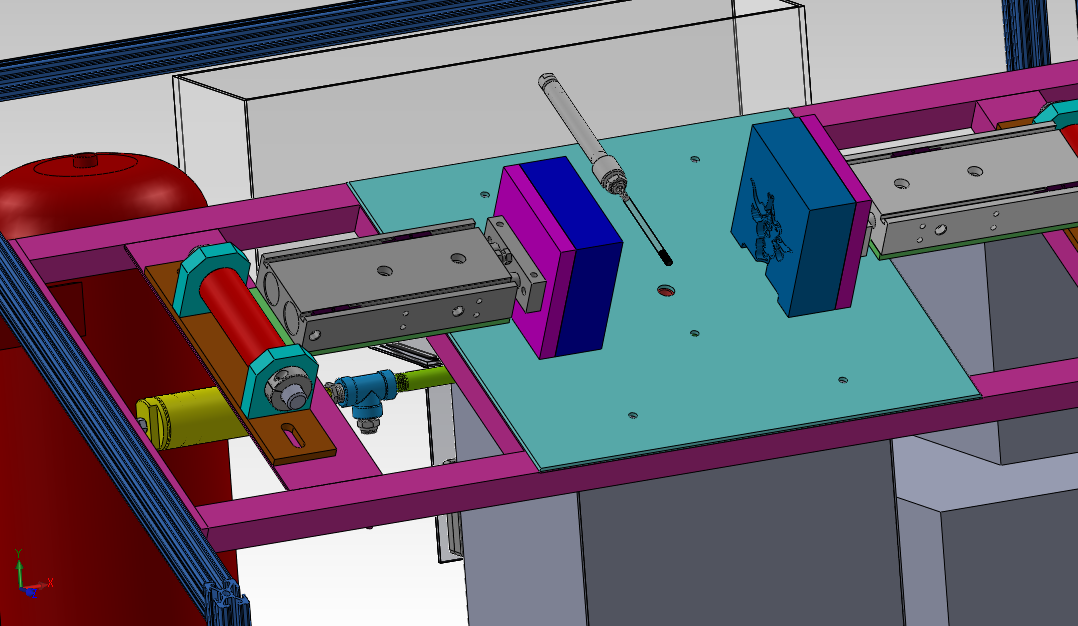
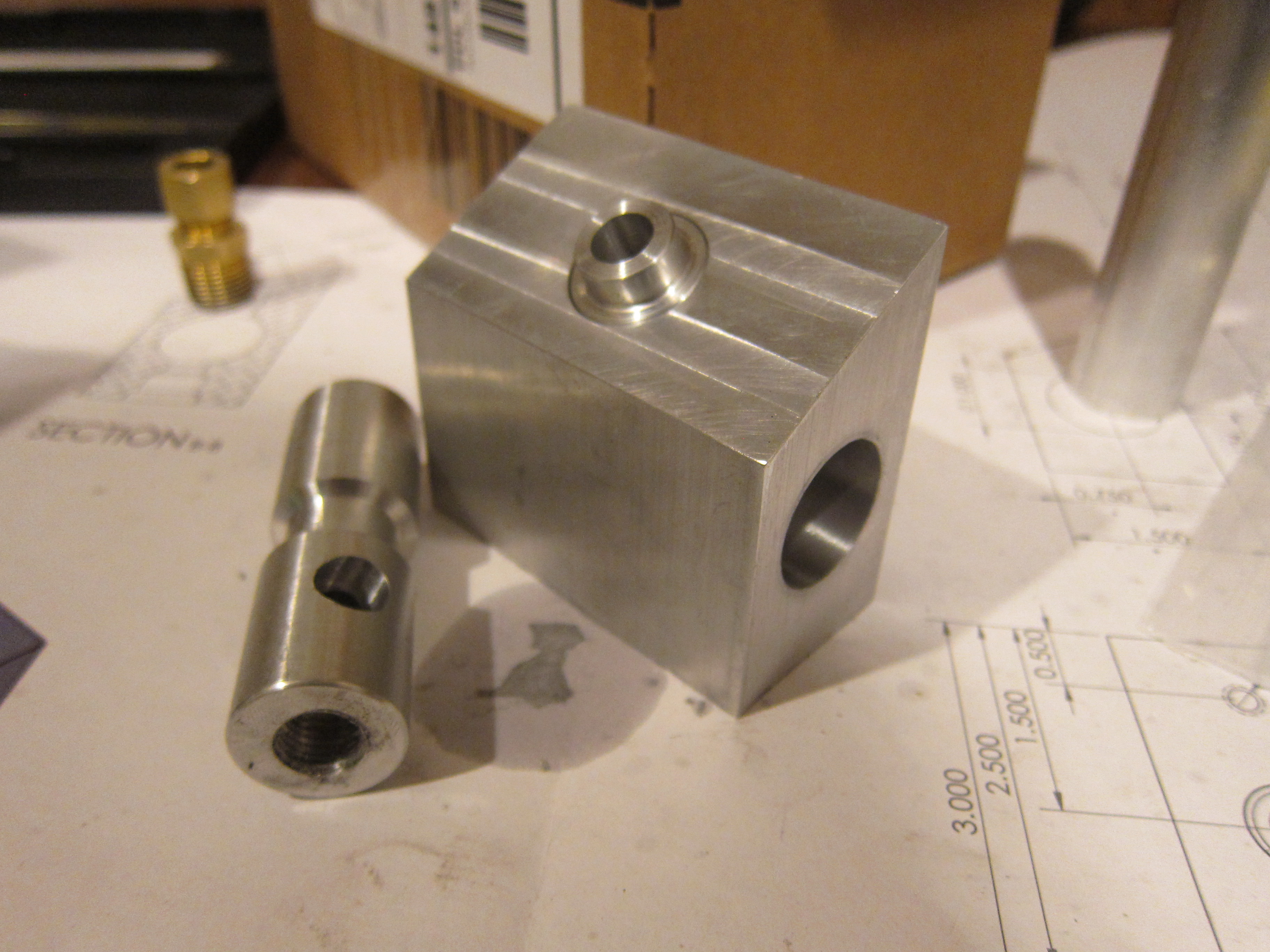
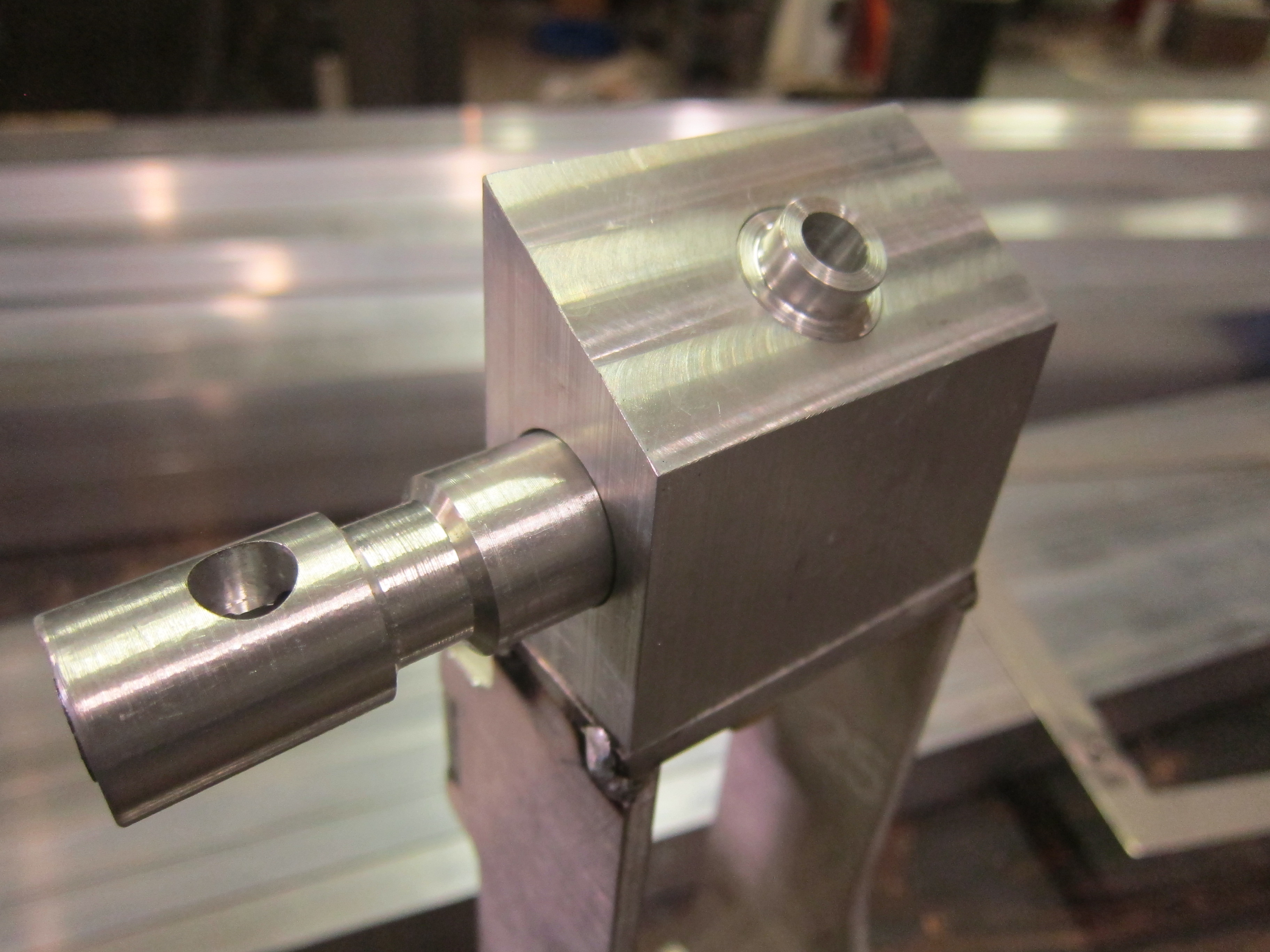
Here are all the parts for the injector valve assembly. This regulates the flow of plastic and air into the mold cavity via the shuttle valve sliding back and forth.
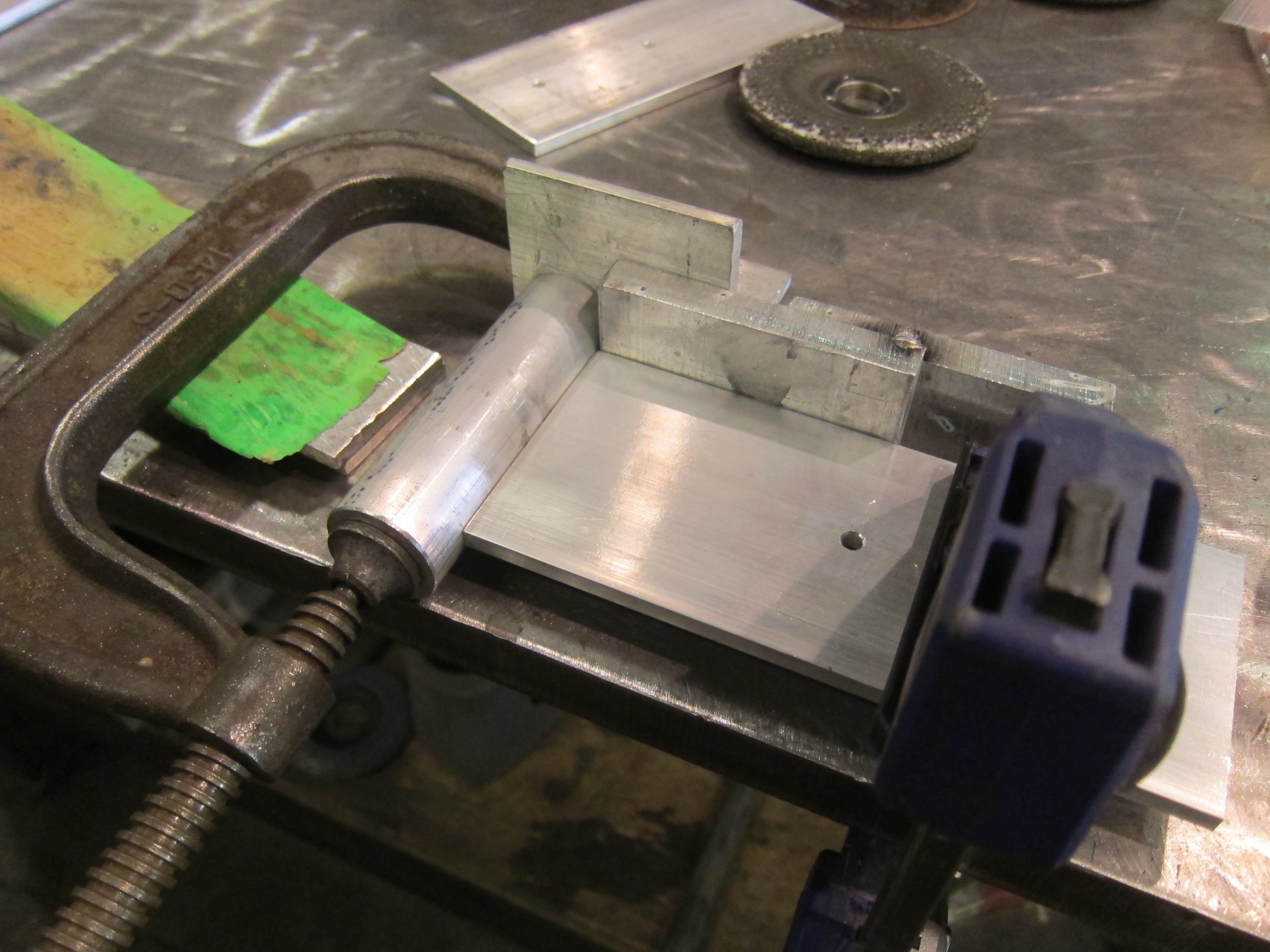
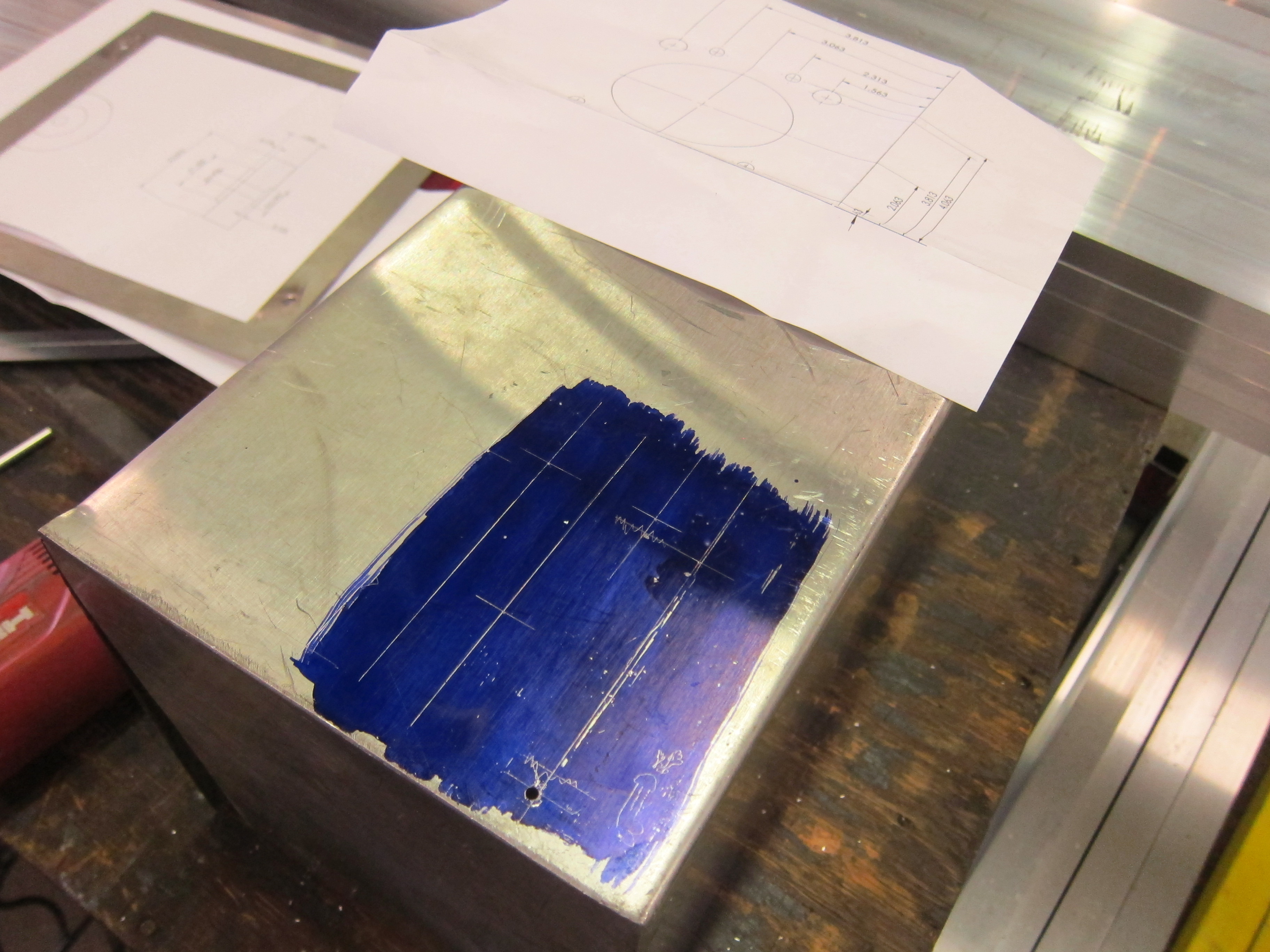
Starting hole layout for the melt tank. I kind of wish I had used steel for the tank instead of stainless steel. Stainless is a real pain to work with. It’s hard to cut, hard to drill, hard to bend, hard to weld. Just really unfriendly in general. The original mold-a-ramas used an aluminum tank, but I got a really good deal on the stainless tank I started with to make this part.
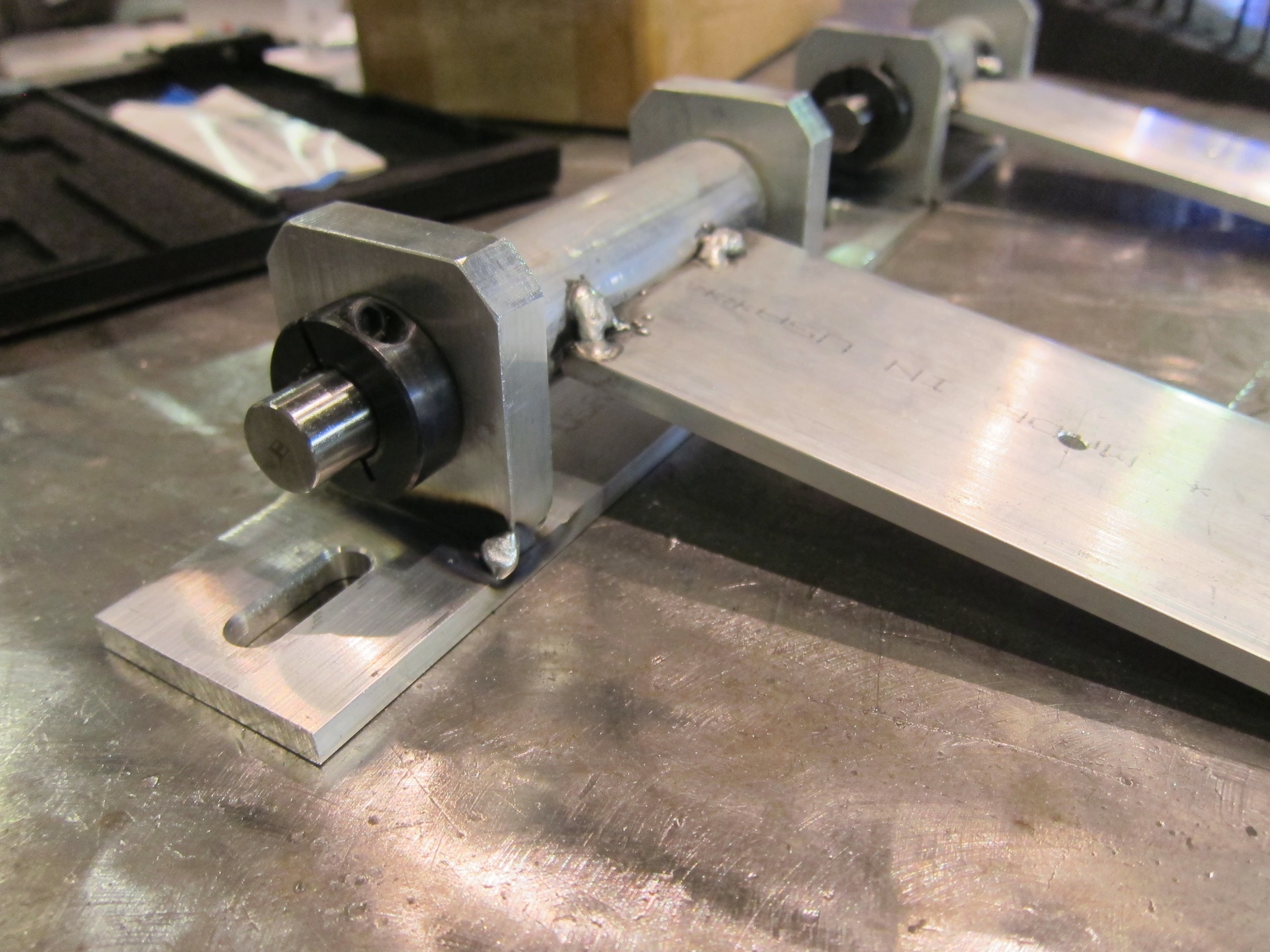
Another area where I’m differing from the original mold-a-ramas is the piston design. The original injection cylinder sealed agains the rod of the hydraulic cylinder used to inject plastic for the melt tank to the mold. In my design I have the seal on the piston. I’m very nervous excited to see how well this works. There is another disk, not shown, that will retain the seal against this piston.



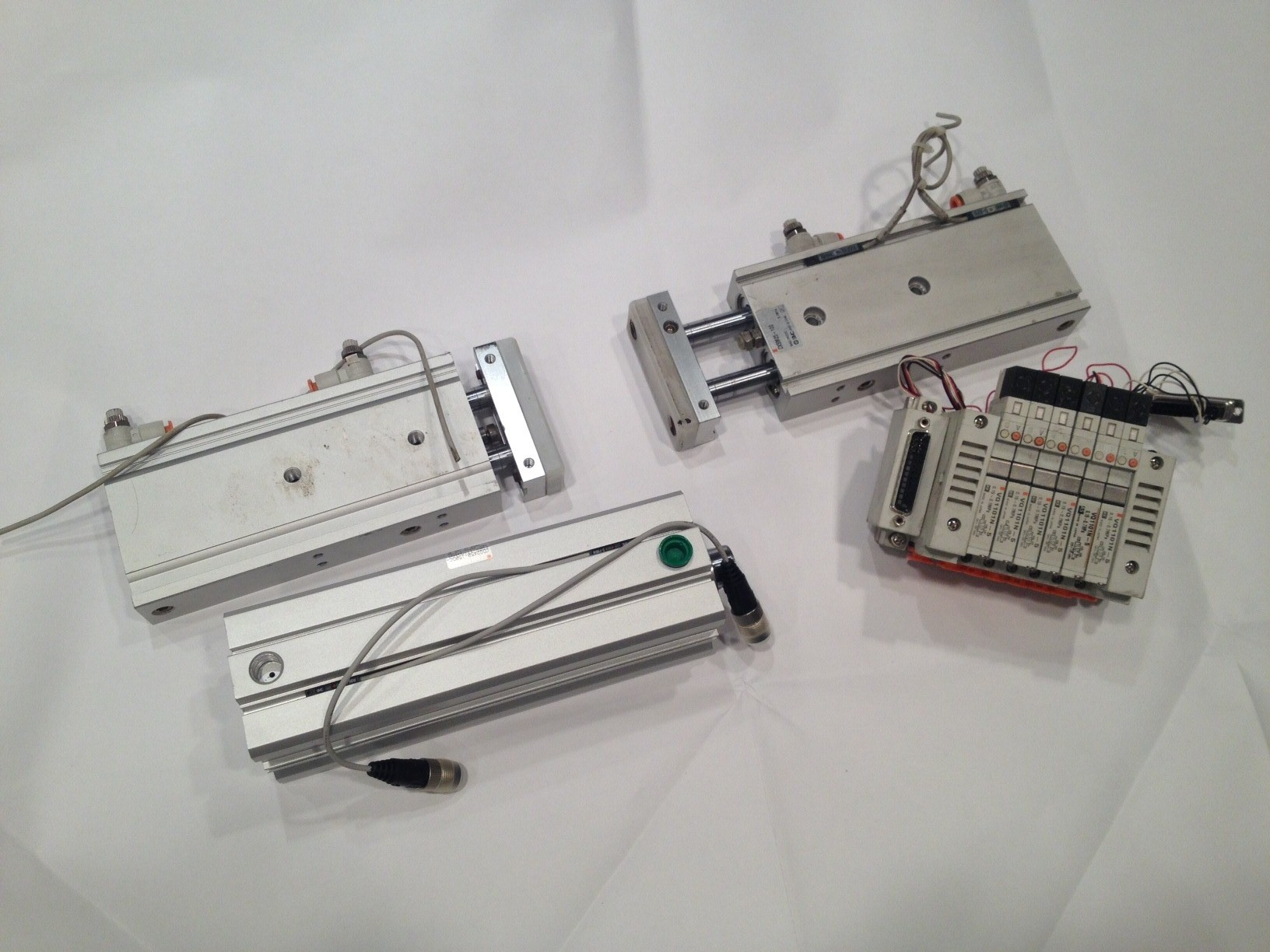
A few more from this weekend:
I really need to hire a hand model.

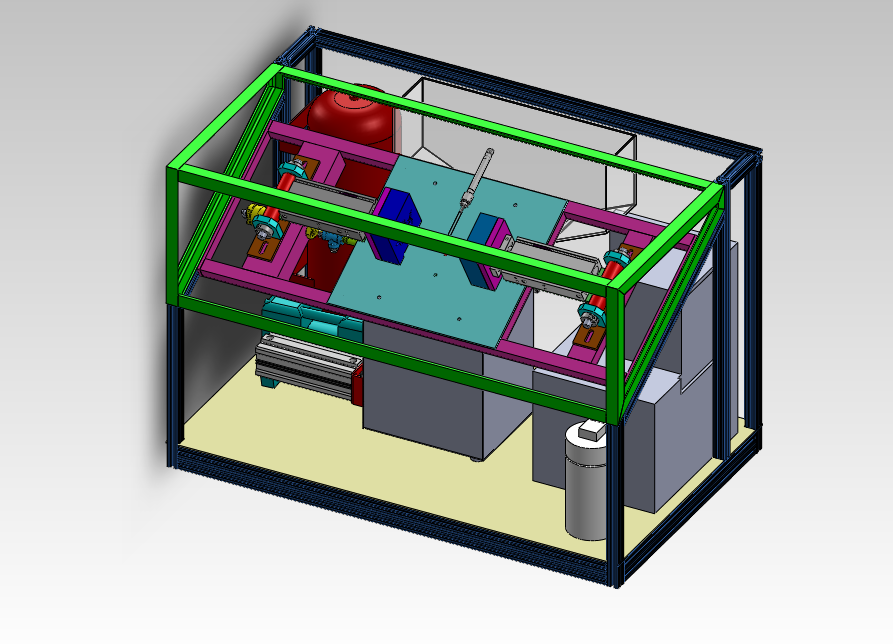
There are a few more bits and pieces that need to be fabricated (frame for cover, water tank, brackets for a few items), but the bulk of it is done. Next up is programming, wiring, and test/debug.